
Technik
Funktionsweise
Funktionsweise
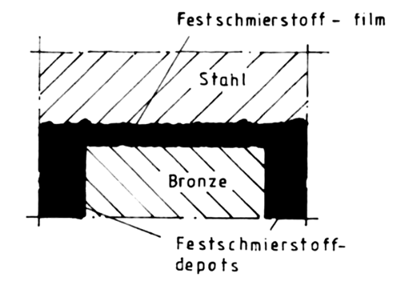
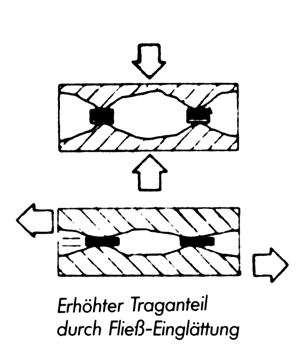
 Zwischen ungeschmierten Lagerflächen wirkt der Fest- schmierstoff glättend (Fließeinglättung), füllt die Rauheitstäler und überzieht sie mit einem dünnen, harten, dauerhaft haltbaren und sich stetig erneuernden Schmierfilm.
Zwischen ungeschmierten Lagerflächen wirkt der Fest- schmierstoff glättend (Fließeinglättung), füllt die Rauheitstäler und überzieht sie mit einem dünnen, harten, dauerhaft haltbaren und sich stetig erneuernden Schmierfilm.
Bei einer empfohlenen Oberflächengüte der Welle (Stahl) von einer Rauhtiefe von Ra ≤ 0,8 und der Geitlager-Bohrung (Bronze) von Ra ≤ 1,2 werden die Mikro-Rauheiten gebildet, die Für die Haltbarkeit des Festschmierstoff-Films benötigt werden.
In der Anlauf-Phase verhindert der werkseitige aufgebrachte Einlauf-Film, dass die Spitzen der Oberfläche aufeinander drücken oder in die Vertiefungen des Gegenwerkstoffes eingreifen.
Der durch den Lagerbetrieb (Belastung und Gleit-geschwindigkeit) entstehende Mikroabrieb wird in die Festschmierstoff-Depots gepresst, wodurch der durch Verdrängung freiwerdende Schmierstoff die Mikrorauheiten auffüllt.
Der entstandene Festschmierstoff-Film trennt die beiden Gleit- partner dauerhaft, bei niedrigem Reibbeiwert, geringstem Verschleiß und langer Lebensdauer.
Auch bei hohen statischen Belastungen wird der Reibungs- Koeffizient im Moment des Anlaufens stark reduziert, sodass Trockenlauf und Verschweißung vermieden werden.
Festschmierstoffe
Festschmierstoffe
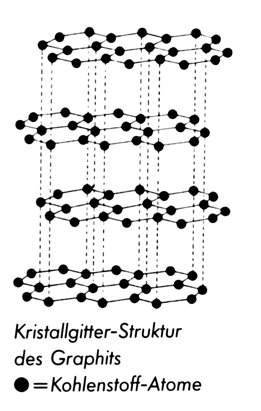
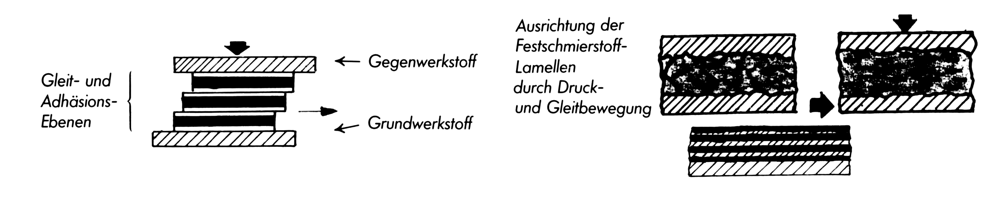
Festschmierstoffe bestehen aus kleinsten lamellenartigen Teilchen, die sich leicht gegeneinander verschieben und aufgrund ihrer Schichtgitterstruktur in der Lage sind, metallische Gleitflächen wirksam voneinander zu trennen.
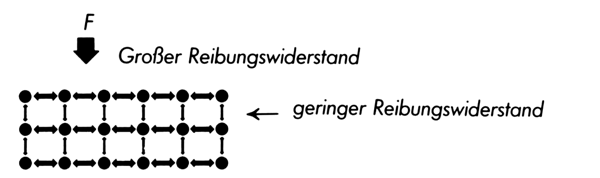
Bei diesen Kristallstrukturen sind die Bindungen innerhalb der Schichten stark, zwischen den Schichten jedoch wesentlich geringer.
Somit sind diese Stoffe in Richtung der Schichten leicht verschiebbar und können senkrecht zu den Schichten sehr große Belastung aufnehmen. Daraus resultieren die guten Gleitwirkung und die hohe Belastbarkeit der Festschmierstoffe.
Bei der Gleitbewegung betten sich die Festschmierstoff-Lamellen in die Oberflächen-Rauheiten der Gleitwerkstoffe ein und bilden durch Aufbauschichten einen Trockenschmierfilm, sodass sich die Gleitfläche nicht mehr berühren.
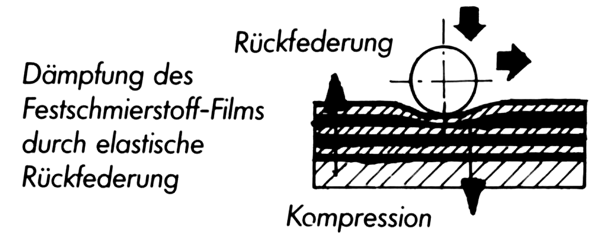
Durch senkrecht einwirkende Kräfte werden die ungeordnet im Schmierspalt befindlichen Festschmierstoff-Lamellen parallel zur Oberfläche ausgerichtet und zusammengedrückt, wodurch eine geschlossene Festschmierstoff-Schicht entsteht, die aufgrund ihrer Kompressibilität den einwirkenden Druck teilweise absorbiert und Auf eine größere Fläche verteilt.
Parallel auftretende entsprechend hohe Gegendrücke erzeugen im Schmierspalt einen Dämpfungs-Effekt, die Wechselwirkung verhindert ein Verhärten der oberen Metall-Schichten und die Bildung von Verhärtungs-, Deformations- oder Walkzonen, die Sogennante ,,Schollenbildung“ an randnahen Gleitlager-Zonen.
Anwendungsbereiche
Festschmierstoffe finden ihre Anwendung, wo keine hydrodynamische Schmierung erreicht werden kann und bei Stoßbelastungen, denen herkömmliche Schmierfilme nicht standhalten würden.
Die von SL Gleitlagertechnik GmbH entwickelten Kombinations-Festschmierstoffe Werden diesen Anforderungen in jeder Hinsicht gerecht.
Neben 99,9% reinem, chemisch neutralem, korrosionsbeständigem Graphit werden als standardmäßige anorganische Schmierstoffe Molybdändisulfid (MoS2), Wolframdisulfid (WS2), Polytetrafluoräthylen (PTFE) verwendet.
Die optimale Wirksamkeit des Schmierstoffes wird durch die Kombination der Komponenten mit ihren vorteilhaften Eigenschaften und die Überdeckung der Festschmierstoff-Depots in Gleitrichtung erreicht, die eine gleichmäßige Verteilung des Schmierstoffes gewährleisteten.
Einsatztemperaturen in Luft:
- Graphit (99,9% rein) bis 430°C
- Graphit und PTFE bis 250°C
Darüber hinaus stehen auf Anfrage Sonderschmierstoffe und Sonderwerkstoffe zur Verfügung.
Obwohl die Gleitlager selbstschmierend sind und zusätzliche Schmiermittel nicht benötigt werden, können alle Lagerschmierstoffe mit anderen Schmiermitteln (Öl, Fett, etc.) oder Schmiersystemen gemeinsam eingesetzt werden, sofern sich keine anderen Festschmierstoffe oder Stoffe mit schmirgelnden Eigenschaften als Bestandteile darin befinden.
Um in einem solchen Fall sicher zu sein, dass sich keine Nachteile durch gegenseitige Beeinflussung der Schmierstoffe ergeben, wird empfohlen, bei der Anfrage darauf hinzuweisen.
Festschmierstoffe mit Schichtgitterstruktur
| Eigenschaften | Graphit (99,9% rein) | Molybdändisulfid | Wolframdisulfid | Polytetrafluoräthylen |
| C | MoS2 | WS2 | PTFE | |
| Einsatztemperaturbereich (°C) | − 120…600 | − 100…400 | − 180…600 | − 200…260 |
| Reibungskoeffizient (μ) | 0,1+…0,18 | 0,04…0,09 | 0,08…0,18 | 0,04…0,09 |
| Einsetzbarkeit in Luft | sehr gut / gut | sehr gut | sehr gut | gut |
| –Wasser | sehr gut | – | gut | gut |
| –Vakuum | nicht so gut | gut | sehr gut | sehr gut |
| Beständigkeit gegenüber | ||||
| –(Meerwasser) Korrosion | sehr gut | nicht so gut | nicht so gut | gut |
| –Chemikalien | sehr gut | gut | gut | gut |
| –Strahlung | sehr gut / gut | – | gut | gut |
| Kristall-Struktur | hexagonal | hexagonal | hexagonal | – |
| Farbe | grauschwarz | grauschwarz | grauschwarz | transp. / weiß |
| Oxidations–/Zerfallstoffe | CO, CO2 | MoO3, SO2 | WO3, SO2 | C2F4 |
+) Der Reibungs-Koeffizient von reinem Graphit in Wasser (einschließlich Meerwasser), anderen Flüssigkeiten, feuchter Luft, Wasserdampf oder unter idealen tribologischen Voraussetzungen kann sich bis zu einem Wert von 0,03 verringern.
Auswahlkriterien
Auswahlkriterien
Die Flächenpressung p (N/mm²) der Gleitfläche darf die zulässige Pressung (siehe unten Leistungs-Diagramm) nicht überschreiten.
 p = 1,5 ⋅ F/A (parabolisch)
p = 1,5 ⋅ F/A (parabolisch)
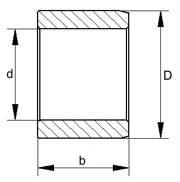
A = d ⋅ b
Dabei ist:
F (N) = Lagerkraft
d (mm) = Ø Lager-Bohrung
b (mm) = Lager-Länge
A (mm²) = Lager-Fläche
Die zulässige Flächenpressung wird vom Tragwerkstoff und dem vorhandenen Schmierfilm bestimmt, der unter Belastung noch funktionsfähig bleibt.
Es kann maximal von einer zulässigen Belastung bis 150N/mm² ausgegangen werden.
Gleitgeschwindigkeit
Die maximale Gleitgeschwindigkeit (v) sollte unter Belastung 60m/min. nicht überschreiten.
Lager-Leistung
L= F · v (thermische Belastbarkeit)
Für die Berechnnung von Gleitlagern wird in Abwandlung dieser Formel mit dem p·v- Wert gerechnet.
Die im Leistungs-Diagramm angegebenen p- und v-Werte sind Grenzwert, bei denen die Reibungswärme durch Wärmeableitung und –strahlung vom Gleitlager abgeführt wird, ohne das es zu einer Wärmezunahme in der Gleitfläche kommt. Für Sonderfälle sollte die Wärme-Bilanz auf der Grundlage der Gesamt-Konstruktion vom Kunden erstellt und gegebenenfalls wärmeabführende Maßnahmen bei der Konstruktion berücksichtigt werden.

Parameter: Reibstrecke 500 Meter, Lagerbohrung Ra≤1,2
Gegenwerkstoff: St 1.4057, Ra ≤ 0,8, HB 240
Gleitrichtung rotierend im Dauerbetrieb bei Raumtemperatur
Konstruktion
Konstruktion
SL–Gleitlager sind grundsätzlich für alle Gleitbewegungen oder Bewegungs-Kombinationen einsetzbar. Sonder-Konstruktionen können nach Kundenzeichnungen hergestellt werden, wobei die Schmierstoff-Anordnung überprüft oder werksseitig festgelegt wird.
Als Gleitlager-Länge wird das Maß 0,75 x d bis maximal 1,25 x d empfohlen.
Zu kurze Gleitlager haben einen ungenügend festen Sitz in der Aufnahme-Bohrung und somit eine geringere Belastbarkeit, bei längeren Gleitlagern wird die Montage schwieriger.
Um Kanten-Pressungen bei Fluchtungsfehlern zu vermeiden, kann die Gleitlager-Bohrung (Gleitfläche) mit entsprechenden Entlastungsfasen versehen werden. Bei größeren Fluchtungsfehlern, welche z.B. bei größeren Schweißkonstruktionen auftreten können, empfiehlt sich die Verwendung von Kugelgelenklagern.
Bis zu einem Innen-Durchmesser von 500 mm und einer Temperatur von bis zu 80°C werden die folgenden Passungen für trockengeschmierte Gleitlager empfohlen:
| Variante 1. | |||||||
| Gleitlager-Bohrung: | E7 (ergibt ca. H9 nach dem Einpressen) |
||||||
| Gleitlager-Außendurchmesser: | s6 oder r6 | ||||||
| Welle (Achse): |
|
||||||
| Aufnahme-Bohrung: | H7 |
| Variante 2. | |
| Gleitlager-Bohrung: | C7 (ergibt ca. D8 nach dem Einpressen) |
| Gleitlager-Außendurchmesser: | s6 oder r6 |
| Welle (Achse): | h7 |
| Aufnahme-Bohrung: | H7 |
Andere Passungen sind möglich, wenn ein sicherer Sitz des Gleitlagers im Lagergehäuse erzielt und das erforderliche Betriebs-Laufspiel in der Gleitlager-Bohrung gewährleistet wird.
| Benötigte Oberflächengüten | |
| Welle: | Ra ≥ 0,2 und Ra ≤ 0,8 |
| Gleitlager-Bohrung: | Ra ≈ 1,2 |
| Außen-Durchmesser Gleitlager: | Ra ≈ 3,2 |
| Aufnahme-Bohrung Lagergehäuse: | Ra ≈ 3,2 |
Gegenwerkstoff
Der Gegenwerkstoff sollte eine mindest Oberflächen-Härte von Werkstoff Härte + 100 HB, sowie eine Oberflächen-Güte zwischen Ra ≥ 0,2 und Ra ≤ 0,8 aufweisen.
Besonders für den Einsatz in Wasser und Flüssigkeiten empfiehlt Sich korrosionsbeständiger Stahl als geeigneter Gegenwerkstof. Wird die Welle hartverchromt, so kann ebenfalls Korrosionsschutz erzielt werden, die Härte muss dann min. 800HV und die Schichtdicke > 50 μm betragen.
HV = Vickershärte
HB = Brinellhärte
Als Alternative kann das Aufschrumpfen einer Laufhülse, das Aufschweißen von nichtrostendem Stahlblech mit Nacharbeitung oder die Behandlungen im Salz-Nitrier-Bad angesehen werden.
Montage
Montage
Durch die festgelegten Überdeckungs-Maße (Außendurchmesser Gleitlager / Aufnahmebohrung Lagergehäuse) wird die elastische Verformung des Lagers zum Aufbau der Passungs-Pressung (Vorspannung) genutzt.
Die Aufnahmebohrung muss sorgfältig ausgeführt und mit einer Einpressfase versehen sein.
Bei höheren Betriebs-Temperaturen kann es durch die unterschiedlichen Ausdehnungs-koeffizienten der Werkstoffe (Gleitlager / Lagergehäuse) zu größeren Überdeckungsmaßen kommen.
 Um die zulässige Passungs-Pressung im Lagergehäuse nicht zu überschreiten, werden hierbei Übergangs Passungen gewählt. In diesem Fall ist dann für eine Befestigung des Lagers zu Sorgen.
Um die zulässige Passungs-Pressung im Lagergehäuse nicht zu überschreiten, werden hierbei Übergangs Passungen gewählt. In diesem Fall ist dann für eine Befestigung des Lagers zu Sorgen.
Lager-Einbau
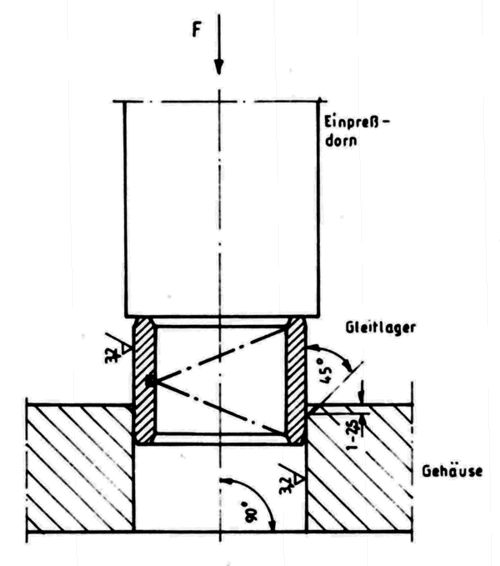
Der Einbau der Gleitlager kann entweder durch Einpressen oder Unterkühlen mit Kohlensäure (CO2) erfolgen.
Ein speziell hergestellter Einpressdorn kann werksseitig auftragsbezogen geliefert werden, um das Einpressen zu erleichtern und Beschädigungen des Gleitlagers zu vermeiden.
Bauarten
Bauarten
So vielfältig die Anwendungen für Gleitlager in technischen Geräten und Maschinen sind, so vielfältig sind auch die entsprechenden Werkstoffe aus denen die Gleitlager hergestellt werden. Hierbei bestimmt der eingesetzte Werkstoff maßgeblich die Festigkeit und daraus resultierend die Tragfähigkeit, die Wärmeleitfähigkeit sowie das Reibungs-,Verschleiß- und Korrosionsverhalten und damit letztendlich die Anwendbarkeit für die jeweiligen Einsatzgebiete.
Sintergleitlager
ölgetränkte poröse Sintergleitlager
werden meist aus Bronze oder Eisen hergestellt. Sie besitzen in der Regel ein Porenvolumen von 15 bis 30 Volumen %, diese Poren werden nach dem Sinterprozess mit Öl getränkt, wodurch sich ein Schmierstoffdepot bildet, welches eine hydrodynamische Schmierung erzeugt. Aufgrund der hohen Wärmeleitfähigkeit von Kupfer haben Sinterlager aus Bronze ein besseres Reib-, Verschleißverhalten als Sinterlager aus Eisen, aber da Eisen ein wesentlich kostengünstigerer Rohstoff ist, haben Sinterlager aus Eisen einen preislichen Vorteil und werden daher vor Allem dort eingesetzt, wo ein hoher Kostendruck in der Fertigung existiert. Diese Lager finden Anwendungen bei mittleren bis hohen Gleitgeschwindigkeiten (bis über 20 m/s, Optimum bei 1 bis 3m/s) und geringen Lasten.
verdichtete Festschmierstoff Sintergleitlager
bestehen aus einer Bronze-, Eisen- oder Nickellegierung und enthalten einen hohen Anteil an Festschmierstoffen (bis über 30 Volumenprozent), welcher im Gesamten metallischen Gefüge feinverteilt ist und somit einen wartungsfreien Betrieb ermöglicht. Im Gegensatz zu den porösen ölgetränkten Sinterlagern sind diese Sinterlager nicht oder nur kaum porös. Aufgrund des Festschmierstoffes können Gleitlager aus diesen Werkstoffen bei Temperaturen eingesetzt werden, wo öl- und fettgeschmierte (Sinter-) Gleitlager aufgrund der geringen Temperaturbeständigkeit dieser Schmiermittel nicht mehr eingesetzt werden können. Vor Allem bei hohen Lasten und geringen Gleitgeschwindigkeiten finden diese Lager ihre Anwendung (Gleitgeschwindigkeit bis max. 2m/s).
Bronzegleitlager
feststoffgeschmierte, wartungsfreie
bestehen aus Gussbronzelegierungen (oder aus Messinglegierungen) welche mit einer Vielzahl von Bohrungen versehen sind, in welche ein Festschmierstoff eingepresst wird. Als Festschmierstoff (auch Trockenschmierstoff genannt) kommen hierbei meist Graphit, PTFE und auch Molybdändisulfid oder Kombinationen aus diesen zum Einsatz. Durch den im Betrieb entstehenden Mikroabrieb wird der in den Bohrungen befindliche Schmierstoff in den Lagerspalt abgegeben und sorgt hierdurch für eine Trennung von Welle und Lager. Wie auch die Festschmierstoff Sintergleitlager findet diese Lagerart bei hohen Lasten und geringen Gleitgeschwindigkeiten ihre Anwendung (Gleitgeschwindigkeit bis max. 2m/s).
öl-, fettgeschmierte
bestehen ebenfalls aus Gussbronzelegierungen (oder aus Messinglegierungen) welche teilweise mit Schmiernuten versehen werden, die dort als Fettdepot dienen. Diese Lagervariante ist wartungsintensiv, da eine permanente und ausreichende Öl-, Fettschmierung sichergestellt werden muss. Diese Lager werden bei niedrigen Gleitgeschwindigkeiten (z.B. mit Fettschmierung) bis zu extrem hohen Gleitgeschwindigkeiten (im Fall von hydrodynamischen Gleitlagern) eingesetzt.
Kunststoffgleitlager
Eine kostengünstige Lagerart, in wartungsintensiver (öl-, fettgeschmiert) und wartungsfreier (PTFE) Ausführung verfügbar. Haben den Vorteil, dass kein Fressen auf Metall stattfinden kann, und sind elektrisch isolierend. Von Nachteil ist, dass sie keinen hohen Temperaturen standhalten, sowie ein größeres Lagerspiel benötigen, was zu lasten der Führungsgenauigkeit geht.
Verbundwerkstoff-Gleitlager
Meist bestehend aus einem Stahlblech, auf welches eine poröse Bronzeschicht aufgesintert wird, in welche eine Gleitschicht aus Kunststoff eingewalzt wird. Hierbei gibt es ebenfalls eine wartungsfreie Variante, mit einer Laufschicht aus PTFE sowie eine Wartungsintensive, bestehend aus einem verschleißarmen Kunststoff versehen mit sog. Schmiertaschen, die als Fettdepots dienen.